Senkron Kasnak Ürünlerine Giriş
Senkron kasnaklar, genellikle nispeten büyük boyutlara sahip göbek tipi bileşenlere aittir ve üretim süreçleri esas olarak döküm ve dövmeyi içerir. Daha büyük boyutlu kasnaklar tipik olarak, dökme demir (iyi döküm özellikleri nedeniyle) gibi malzemeler kullanılarak, nadiren kullanılan dökme çelik (düşük döküm özellikleri nedeniyle) kullanılarak döküm yöntemleriyle tasarlanır. Daha küçük boyutlu kasnaklar için dövme bir seçenektir ve malzeme olarak yaygın olarak çelik kullanılır. Senkron kasnaklar için çeşitli göstergelerin ve malzemelerin seçimi, hammaddelerin en aza indirilmesi, uygulanabilir süreçlerin sağlanması ve kullanım gereksinimlerini karşılarken en düşük maliyetin elde edilmesi ilkesini takip eder. Senkron kasnaklar öncelikle küçük dizel motorların, tarım araçlarının, traktörlerin, otomobillerin, madencilik makinelerinin, işleme ekipmanlarının, tekstil makinelerinin, paketleme makinelerinin, torna tezgahlarının, dövme preslerinin, küçük beygir gücündeki motosiklet güç iletiminin, tarım makinelerinin güç aktarımının, hava kompresörlerinin, redüktörlerin, jeneratörlerin, çırçır makinelerinin ve daha fazlasının güç çıkışı gibi uzun mesafeli güç iletimi gerektiren senaryolarda kullanılır.
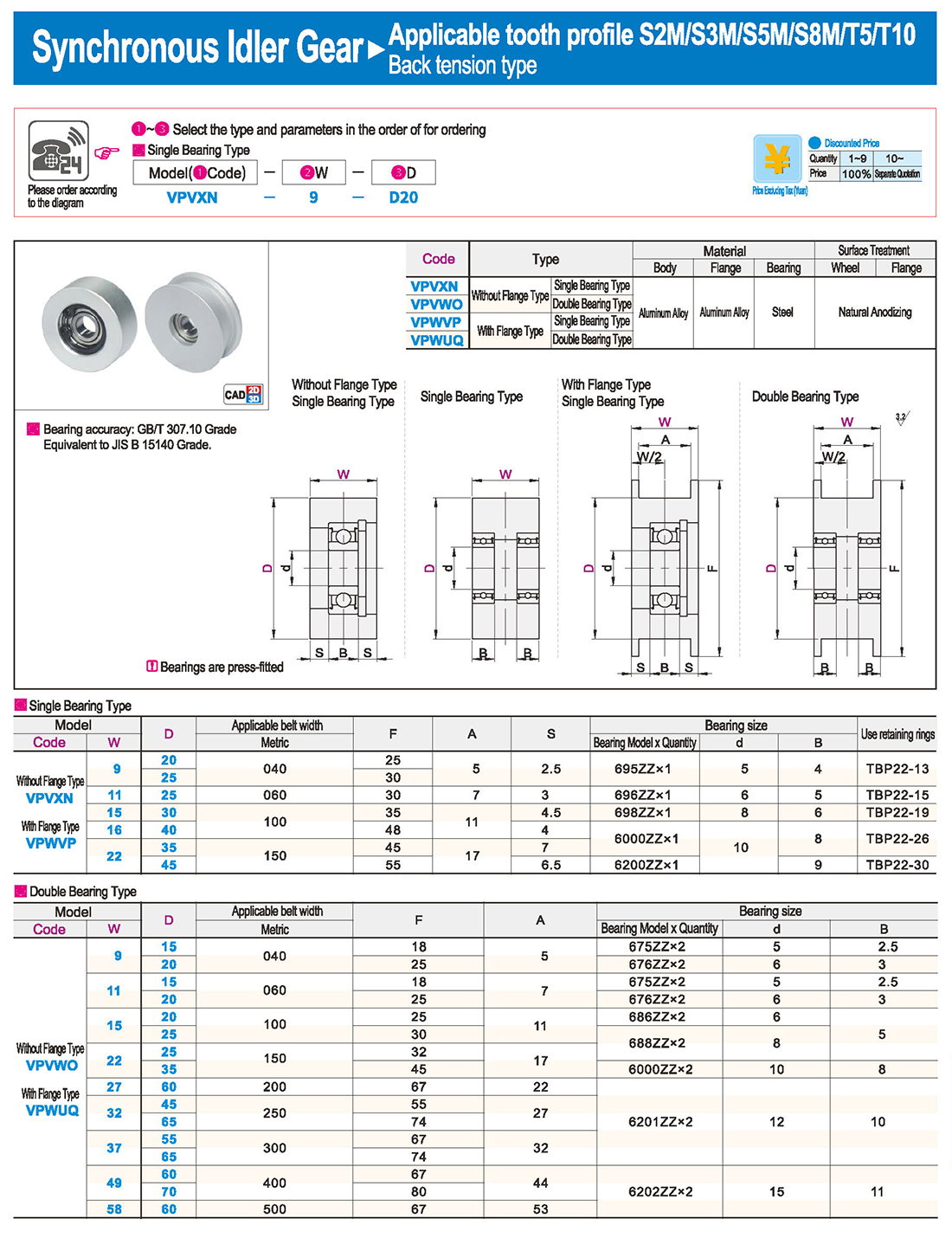
Özellik
(1) Doğru iletim, çalışma sırasında kayma yok ve sabit iletim oranı.
(2) Yastıklama, şok emme özellikleri ve düşük gürültü ile pürüzsüz iletim.
(3) Önemli enerji tasarrufu etkileri ile 0,98'e kadar ulaşan yüksek iletim verimliliği.
(4) Uygun bakım, yağlama gerektirmez ve düşük bakım maliyetleri.
(5) Doğrusal hızlar 50m / s'ye ulaşan, genellikle 10'a kadar olan geniş hız oranları aralığı. Birkaç watt'tan yüzlerce watt'a kadar geniş bir güç aralığı iletebilir.
(6) Merkez mesafeleri 10m'yi aşan uzun mesafeli iletim için uygundur.
(7) Kirlenmeye izin verilmeyen ve çalışma ortamının sert olduğu yerlerde çalışabilme.
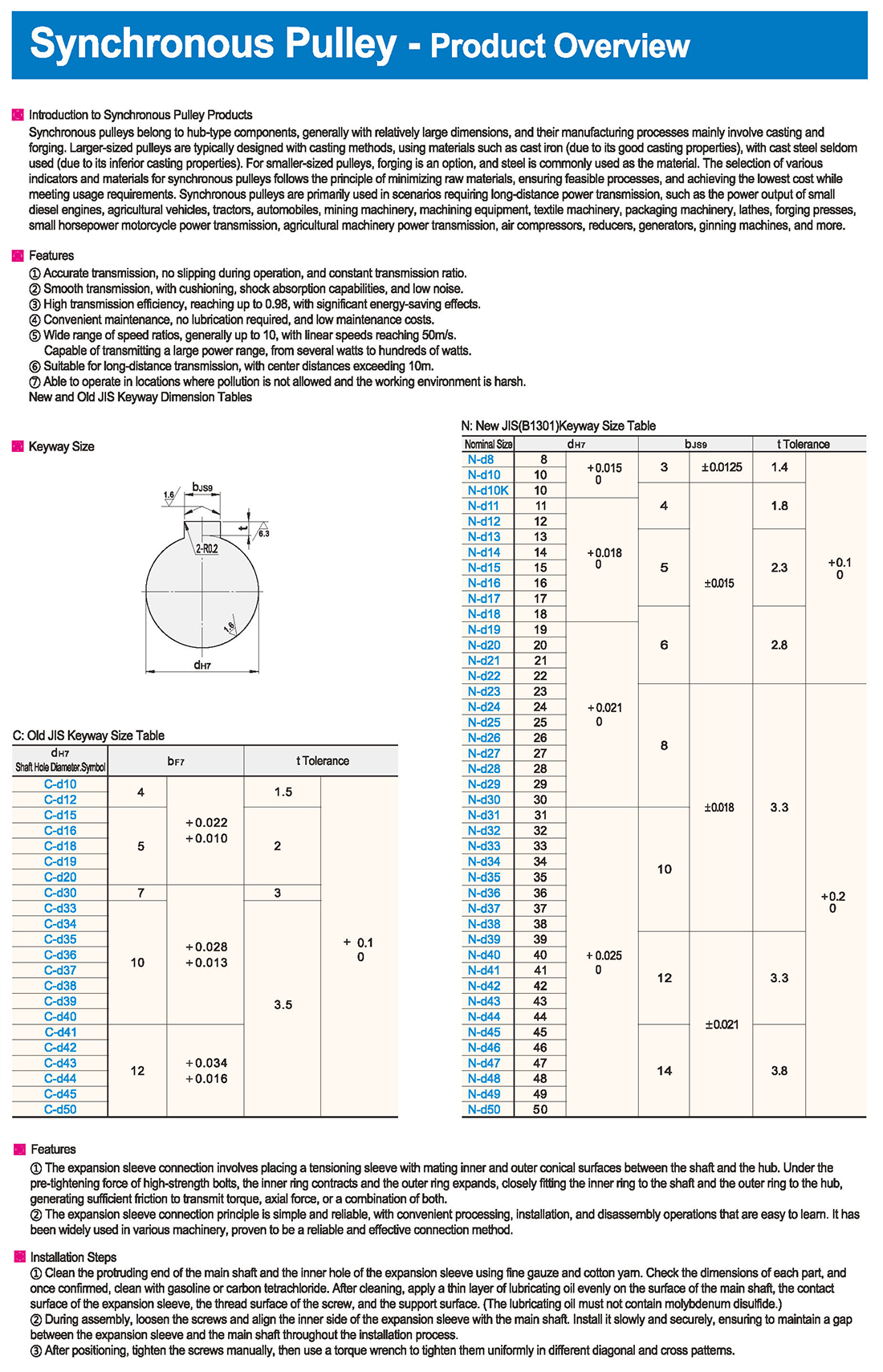
Yeni ve Eski JIS Kama Ölçü Tabloları


CAM rulmanları, büyük radyal ve eksenel yüklerin yanı sıra darbe ve titreşim yüklerine dayanabilir ve çeşitli zorlu çalışma ortamları için uygundur.
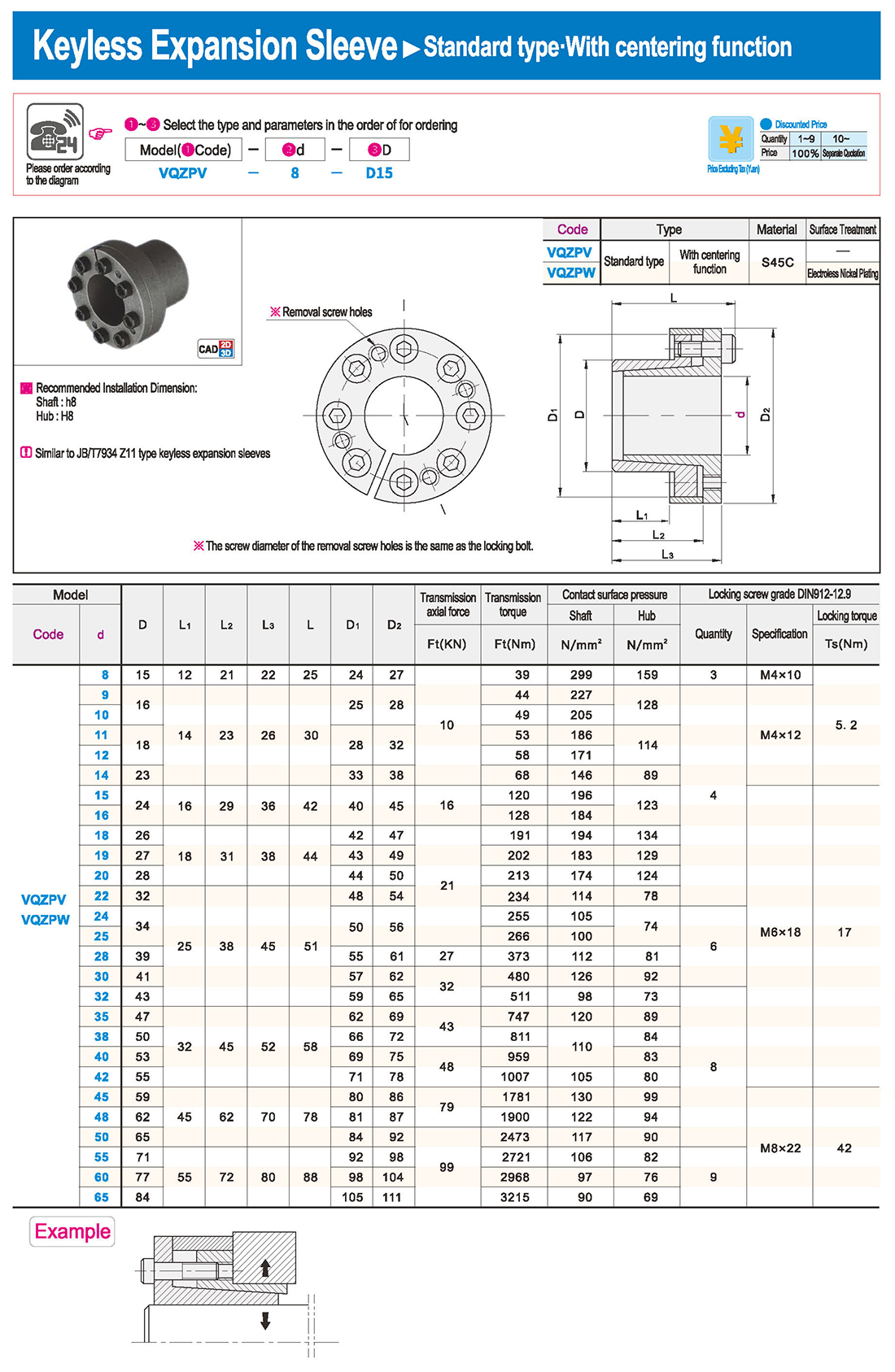
Features
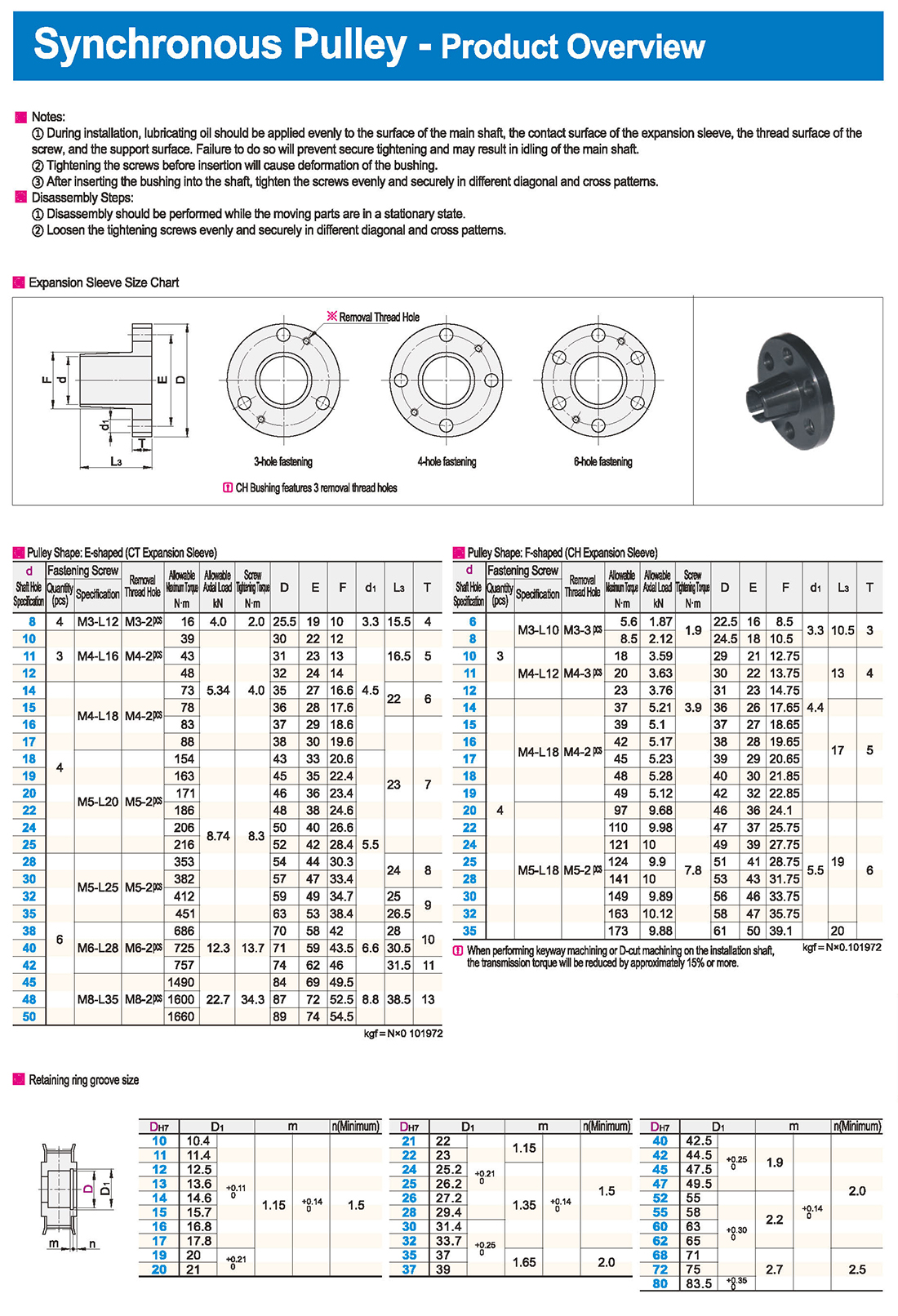
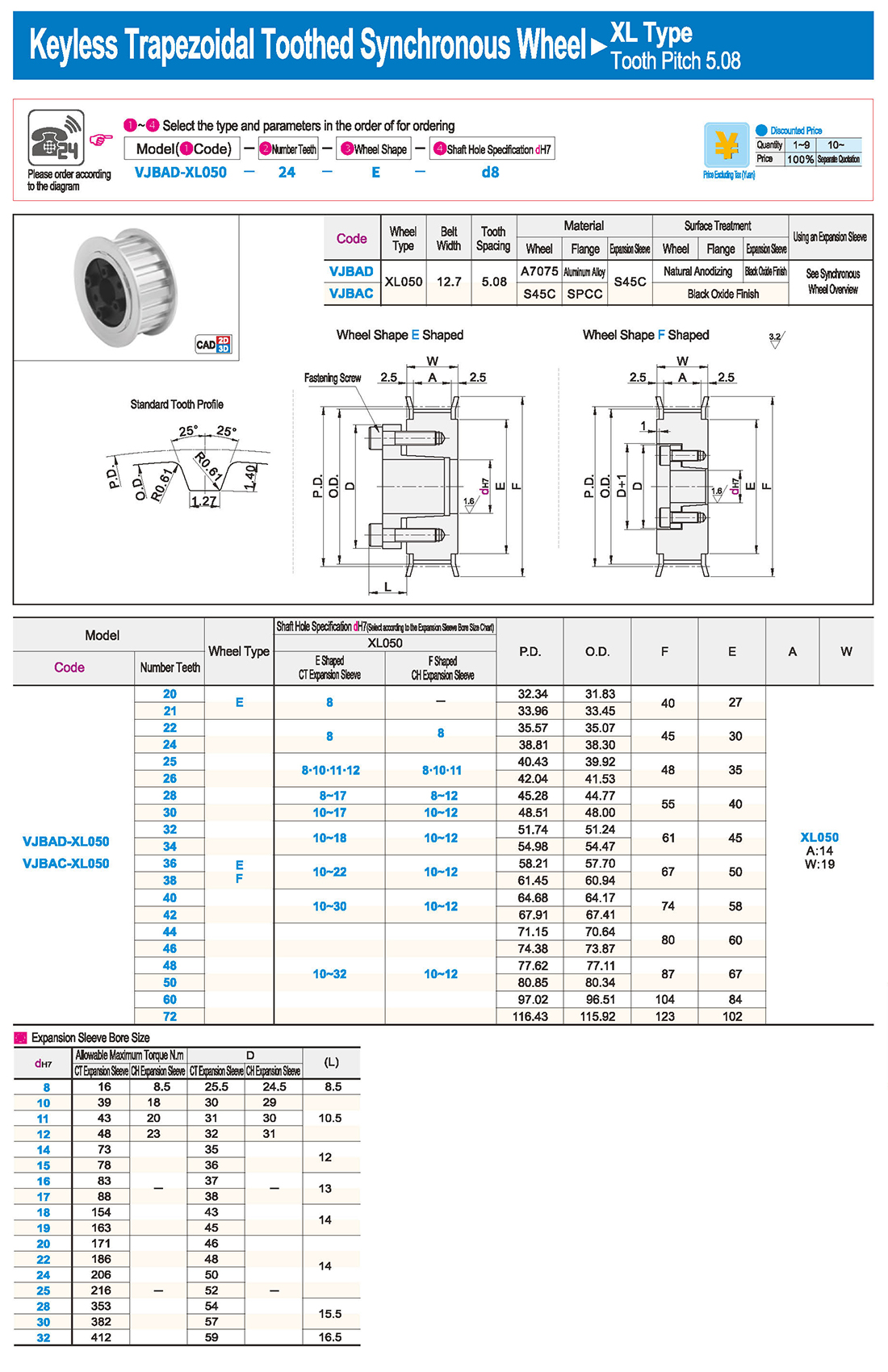
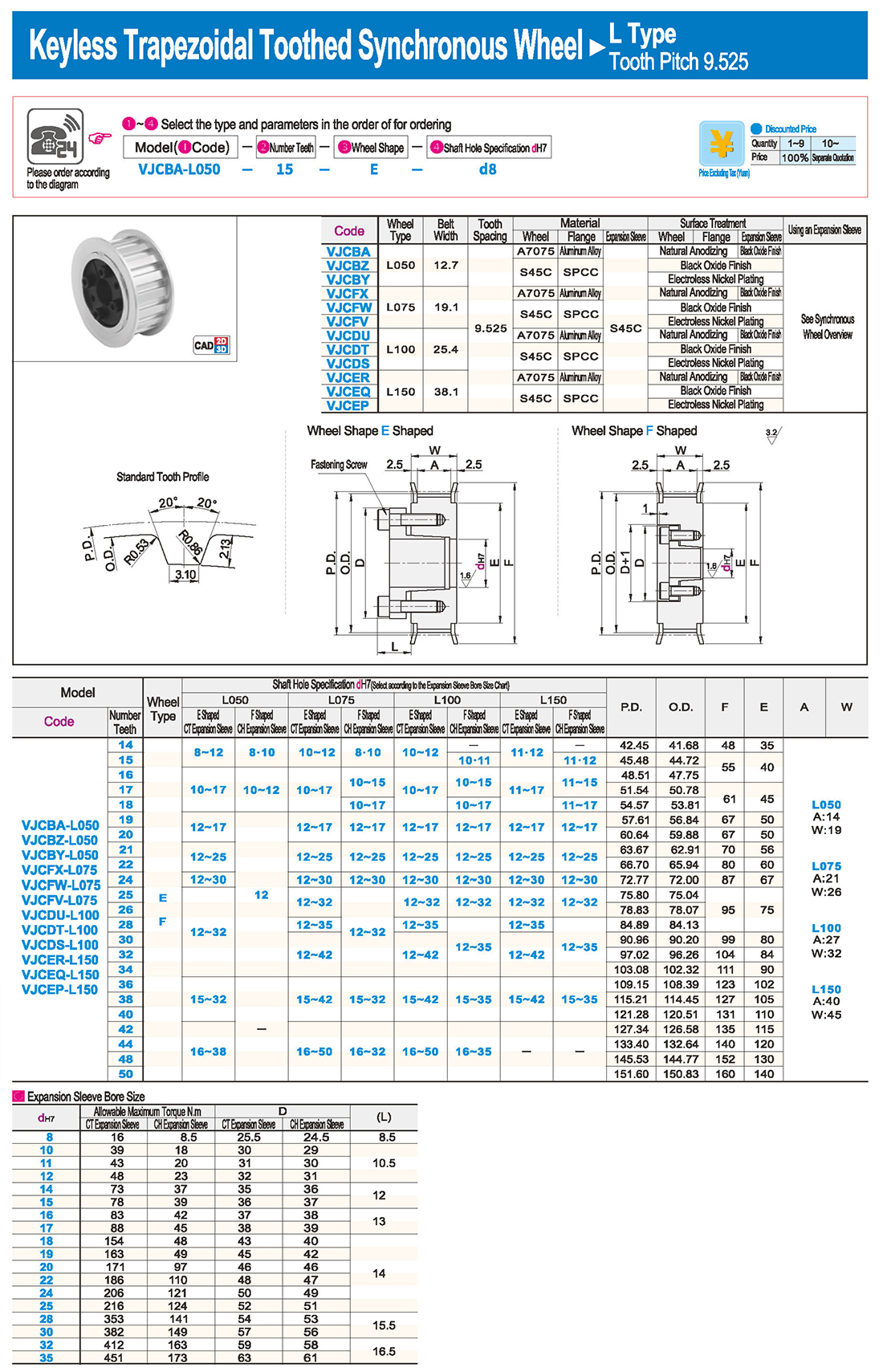
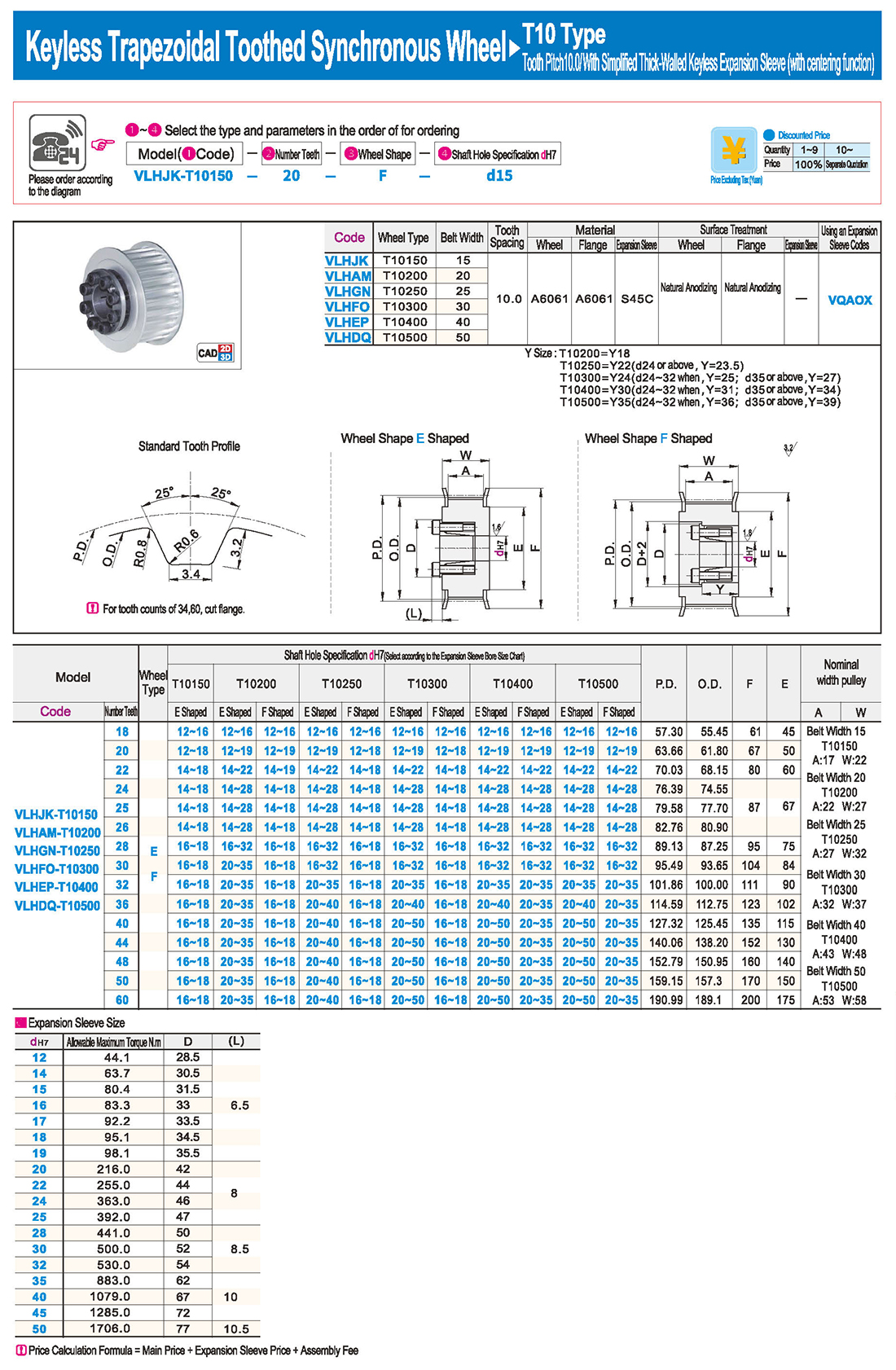
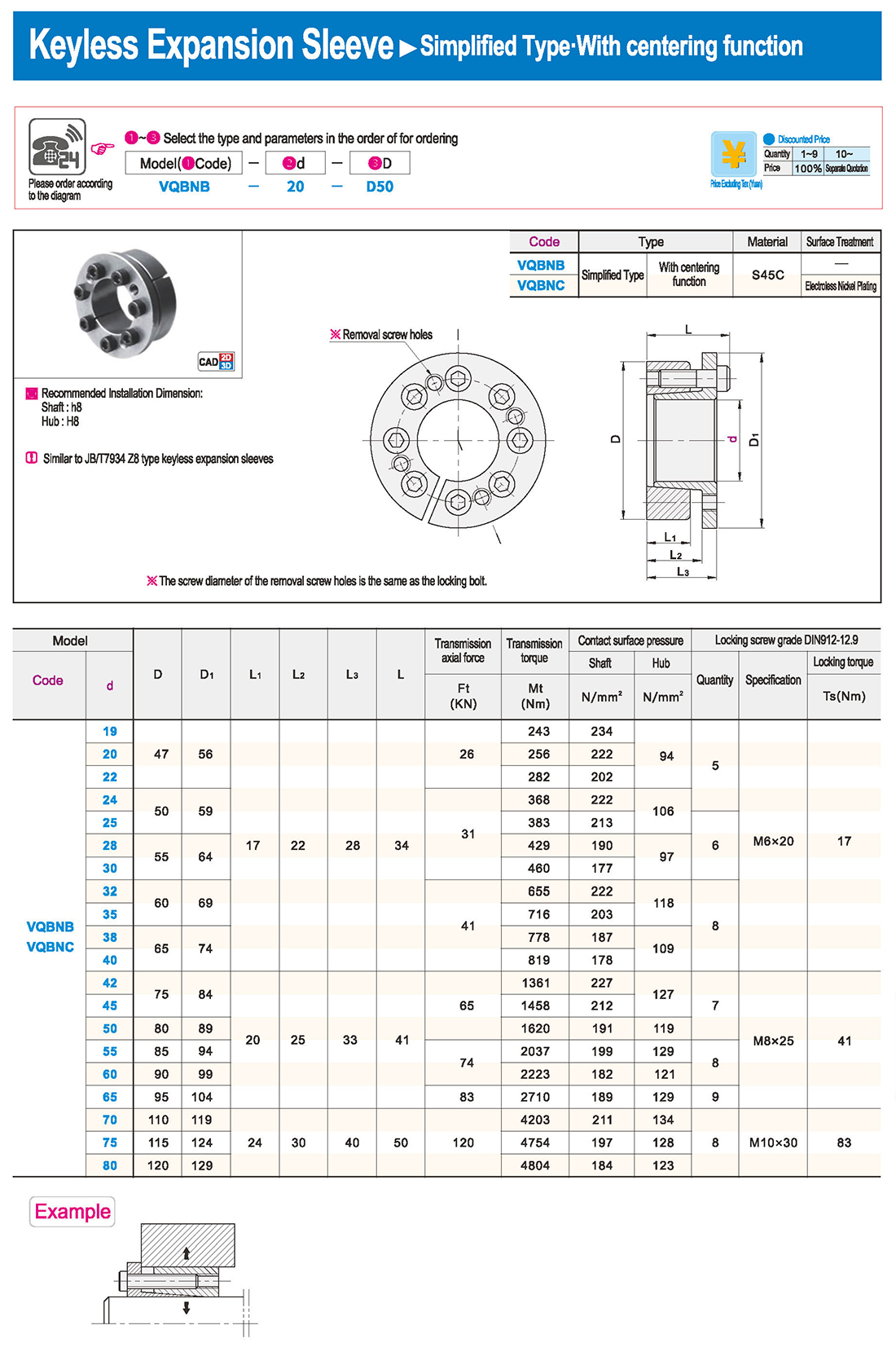
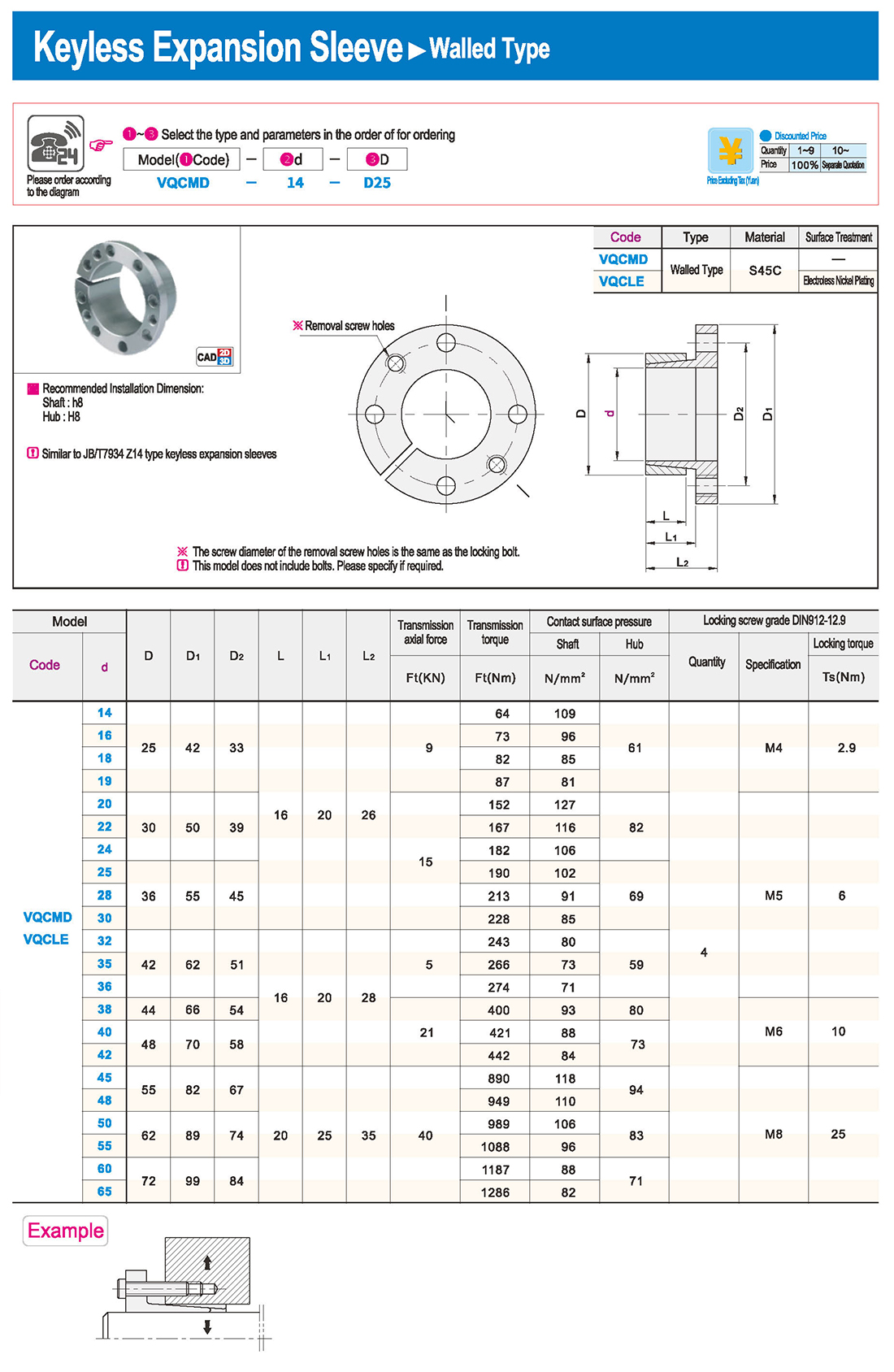
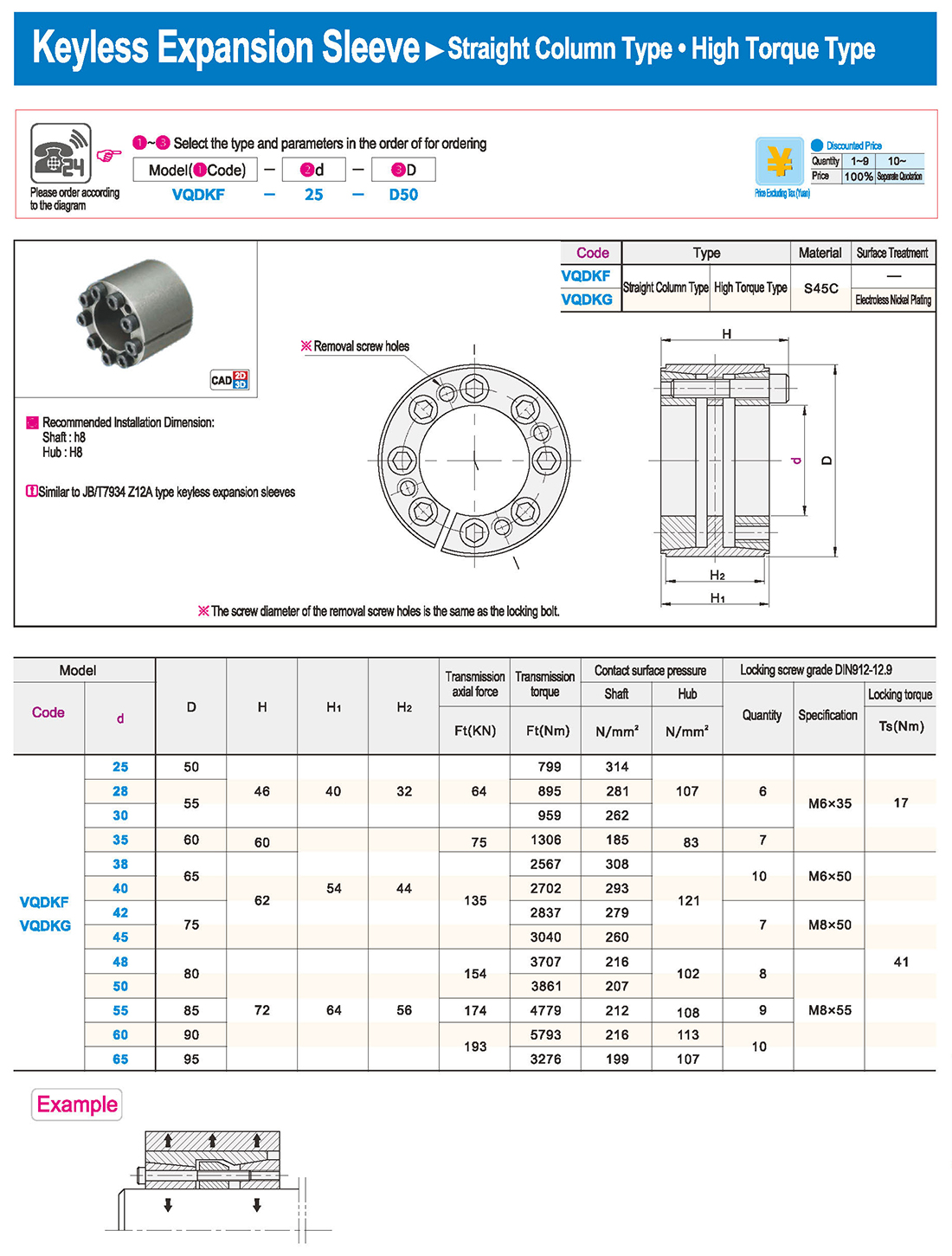
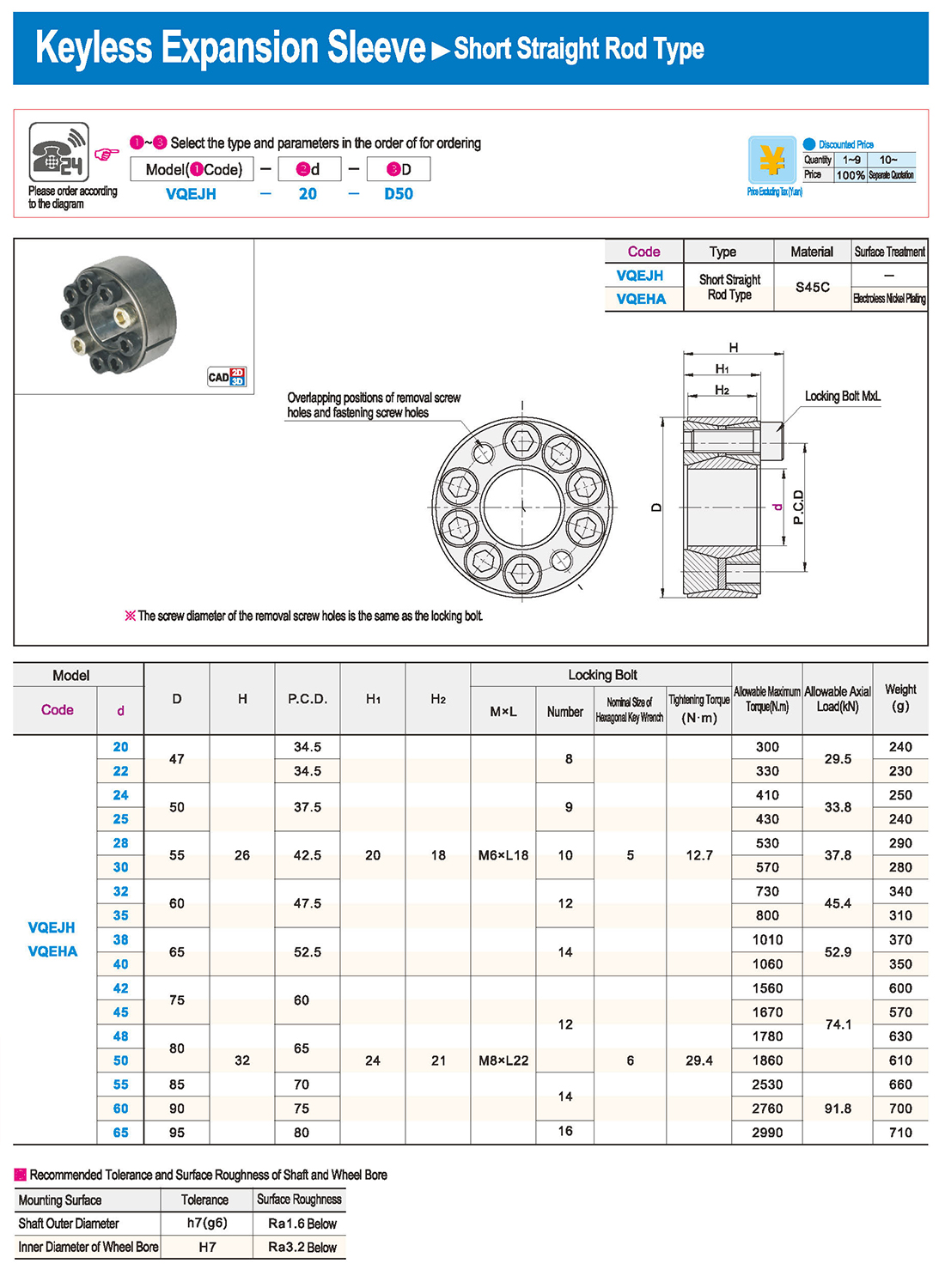
① The expansion sleeve connection involves placing a tensioning sleeve with mating inner and outer conical surfaces between the shaft and the hub. Under the pre-tightening force of high-strength bolts, the inner ring contracts and the outer ring expands, closely fitting the inner ring to the shaft and the outer ring to the hub, generating sufficient friction to transmit torque, axial force, or a combination of both.
② The expansion sleeve connection principle is simple and reliable, with convenient processing, installation, and disassembly operations that are easy to learn. It has been widely used in various machinery, proven to be a reliable and effective connection method.
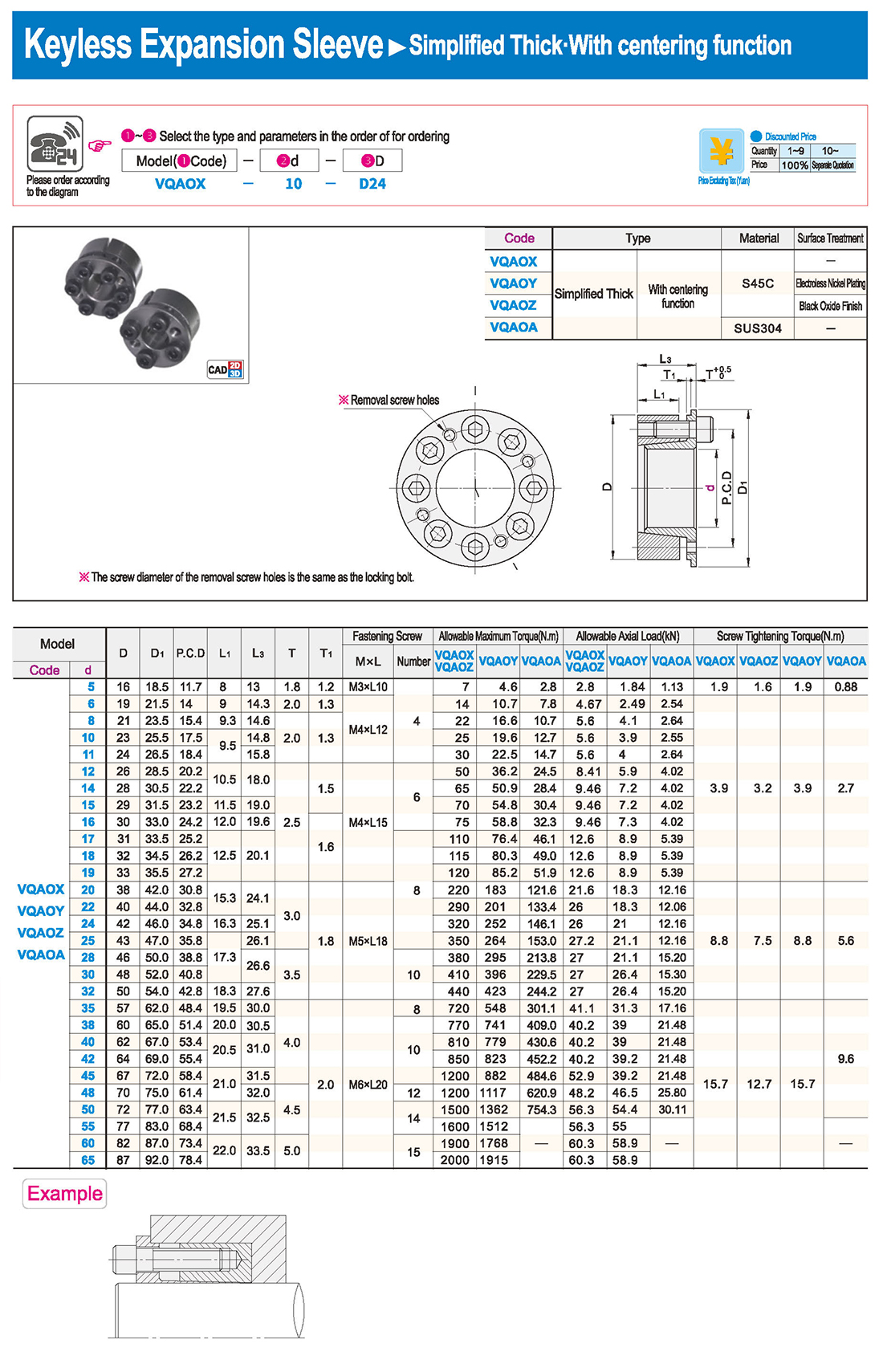
Installation Steps
① Clean the protruding end of the main shaft and the inner hole of the expansion sleeve using fine gauze and cotton yarn. Check the dimensions of each part, and once confirmed, clean with gasoline or carbon tetrachloride. After cleaning, apply a thin layer of lubricating oil evenly on the surface of the main shaft, the contact surface of the expansion sleeve, the thread surface of the screw, and the support surface. (The lubricating oil must not contain molybdenum disulfide.)
② During assembly, loosen the screws and align the inner side of the expansion sleeve with the main shaft. Install it slowly and securely, ensuring to maintain a gap between the expansion sleeve and the main shaft throughout the installation process.
③ After positioning, tighten the screws manually, then use a torque wrench to tighten them uniformly in different diagonal and cross patterns.
Notes:
① During installation, lubricating oil should be applied evenly to the surface of the main shaft, the contact surface of the expansion sleeve, the thread surface of the screw, and the support surface. Failure to do so will prevent secure tightening and may result in idling of the main shaft.
② Tightening the screws before insertion will cause deformation of the bushing.
③ After inserting the bushing into the shaft, tighten the screws evenly and securely in different diagonal and cross patterns.
Disassembly Steps:
① Disassembly should be performed while the moving parts are in a stationary state.
② Loosen the tightening screws evenly and securely in different diagonal and cross patterns.

 İngilizce
İngilizce Rusça
Rusça İspanyolca
İspanyolca İtalyanca
İtalyanca Arapça
Arapça Kore dili
Kore dili Almanca
Almanca Japonca
Japonca Vietnam dili
Vietnam dili Türkçe
Türkçe


 Giriş
Giriş Şartname Tablosu
Şartname Tablosu İndirmek
İndirmek
